A operação em máquinas pode causar ferimentos de várias maneiras. Por exemplo, as pessoas podem ser atingidas e feridas por partes móveis de máquinas ou material ejetado ou as partes do corpo também podem ser puxadas ou presas entre rolos, correias e polias. Dessa forma, todos os dias os trabalhadores estão expostos aos mais variados tipos de riscos em seus ambientes de trabalho, pois um dos riscos mais comuns encontrados são aqueles que envolvem máquinas e equipamentos, pois ao manusear a máquina sem o equipamento correto e de forma errada pode ocorrer uma série de ferimentos graves ou fatais. Para evitar acidentes, quedas de produtividade e prejuízos, é essencial que esses dispositivos passem constantemente por um processo de manutenção, de modo a garantir o bom funcionamento dos equipamentos, preservar a integridade física dos operadores e manter os processos sempre em funcionamento. Toda essa sistemática deve ser feita de acordo com as normas técnicas.
 Muitas máquinas possuem bordas pontiagudas que podem causar cortes e lesões, peças pontiagudas que podem causar furos ou perfurações na pele e partes ásperas da superfície que podem causar fricção ou abrasão. Além disso, partes do corpo humano podem ser esmagadas, tanto entre peças que se movem juntas ou em direção a uma parte fixa da máquina, parede ou outro objeto, e duas partes passando uma pela outra podem causar cisalhamento.
Muitas máquinas possuem bordas pontiagudas que podem causar cortes e lesões, peças pontiagudas que podem causar furos ou perfurações na pele e partes ásperas da superfície que podem causar fricção ou abrasão. Além disso, partes do corpo humano podem ser esmagadas, tanto entre peças que se movem juntas ou em direção a uma parte fixa da máquina, parede ou outro objeto, e duas partes passando uma pela outra podem causar cisalhamento.
Deve-se prestar atenção nas partes da máquina, materiais e emissões (como vapor ou água) que podem estar quentes o suficiente para causar queimaduras e a eletricidade que pode causar choque elétrico e queimaduras. As lesões também podem ocorrer devido ao fato de as máquinas não serem confiáveis e desenvolverem falhas ou quando as máquinas são usadas de forma inadequada por meio de inexperiência ou falta de treinamento.
Assim, antes de começar a usar qualquer máquina, a empresa precisa pensar sobre os riscos que podem ocorrer aos seus empregados e como eles podem ser gerenciados. Deve verificar se a máquina está completa, com todas as proteções instaladas e sem defeitos.
Lembrar que o termo salvaguarda inclui proteções, intertravamentos, controles bimanuais, protetores de luz, tapetes sensíveis à pressão, etc. Por lei, o fornecedor deve instalar as proteções certas e informar aos compradores de quaisquer riscos, principalmente os residuais, que os usuários precisem estar ciente e gerenciar porque eles não foram projetados.
O setor de manutenção pode exigir a inspeção de recursos críticos onde a deterioração pode causar um risco. Observar também os riscos residuais identificados pelo fabricante nas informações/instruções fornecidas junto com a máquina e certificar de que elas estejam incluídas no sistema de saúde e segurança do trabalho (SST).
Mais ainda: certificar de que todas as máquinas estáticas tenham sido instaladas corretamente e estejam estáveis (geralmente fixas). As máquinas precisam estar seguras para qualquer trabalho que tenha que ser feito durante a sua configuração, durante o uso normal, ao compensar bloqueios, ao executar reparos para paradas e durante a manutenção planejada sejam devidamente desligadas, isoladas ou bloqueadas para limpeza ou ajustes.
Além disso, a empresa deve identificar e lidar com os riscos de fontes de alimentação elétrica, hidráulica ou pneumática e salvaguardas mal projetadas. Elas podem ser inconvenientes de usar ou facilmente substituídas, o que poderia encorajar os funcionários a se arriscarem a ferimentos e violarem a lei.
Se as máquinas são controladas por sistemas eletrônicos programáveis, as mudanças em qualquer programa devem ser realizadas por uma pessoa competente ou alguém que tenha as habilidades, o conhecimento e a experiência necessários para realizar o trabalho com segurança. Deve-se manter um registro de tais mudanças e verificar se elas foram feitas corretamente.
O pessoal de manutenção deve reparar se os interruptores de controle estão claramente marcados para mostrar o que eles fazem. Possuir controles de parada de emergência sempre que necessário, por exemplo, botões de cabeça cilíndrica dentro do alcance das mãos. Os controles operacionais devem ter sidos projetados e posicionados para evitar operações e ferimentos acidentais.
Não se pode permitir que pessoas não autorizadas, não qualificadas ou não treinadas usem as máquinas – nunca permita que crianças operem ou ajudem em suas operações. Alguns trabalhadores, por exemplo, iniciantes, jovens ou pessoas com deficiência, podem estar particularmente em risco e precisam de instrução, treinamento e supervisão.
O treinamento adequado deve garantir que aqueles que usam a máquina sejam competentes para usá-la com segurança. Isso inclui a garantia de que eles tenham as habilidades, o conhecimento e a experiência corretos – às vezes, são necessárias qualificações formais, por exemplo, para operadores de motosserra.
Os supervisores também devem ser adequadamente treinados e competentes para serem eficazes. Eles podem precisar de treinamento específico extra e há cursos reconhecidos para isso. Deve-se assegurar que a área de trabalho em torno da máquina seja mantida limpa e arrumada, livre de obstruções ou escorregões e riscos de tropeções e bem iluminada.
A NBR ISO 13849-1 de 03/2019 – Segurança de máquinas – Partes de sistemas de comando relacionadas à segurança – Parte 1: Princípios gerais de projeto provê os requisitos de segurança e orientação sobre os princípios de projeto e integração de partes de sistemas de comando relacionadas à segurança (SRP/CS), incluindo o projeto de software. Para essas partes da SRP/CS, esta norma especifica as características que incluem o nível de desempenho (PL) requerido para realizar funções de segurança. Aplica-se a SRP/CS para alta demanda e modo contínuo, independentemente do tipo de tecnologia e energia utilizadas (elétrica, hidráulica, pneumática, mecânica, etc.), para todos os tipos de máquinas.
Não especifica as funções de segurança ou níveis de desempenho que devem ser utilizados em um caso específico. Provê os requisitos específicos para SRP/CS utilizando sistema (s) eletrônico (s) programável (eis). Não provê os requisitos específicos para o projeto de produtos que são partes da SRP/CS. No entanto, os princípios dados, como categorias ou níveis de desempenho, podem ser utilizados.
Exemplos de produtos que são partes da SRP/CS: relés, válvulas solenoide, chaves de posição, PLC, unidades de controle de motor, dispositivos de controle bimanuais, equipamento sensível à pressão. Para o projeto destes produtos, é importante consultar as normas específicas aplicáveis, por exemplo, ISO 13851, ISO 13856-1 e ISO 13856-2.
O nível de desempenho (PL) requerido deve ser aplicado a fim de atingir a redução de risco requerida para cada função de segurança. Os requisitos apresentados neste documento para sistemas eletrônicos programáveis são compatíveis com a metodologia do projeto e desenvolvimento de sistemas de comando elétrico, eletrônico e programável relacionados à segurança para máquinas, dada pela IEC 62061.
Deve ser ressaltado que a estrutura das normas de segurança no campo das máquinas é a descrita a seguir. As normas do tipo A (normas básicas) proveem conceitos básicos, princípios de projeto e aspectos gerais que podem ser aplicados às máquinas. As normas do tipo B (normas de segurança genéricas) abordam um ou mais aspectos de segurança, ou um ou mais tipos de dispositivos de segurança que podem ser utilizados em uma ampla variedade de máquinas
As normas do tipo B1 sobre aspectos de segurança específicos (por exemplo, distâncias de segurança, temperatura da superfície, ruído). As normas do tipo B2 sobre dispositivos de segurança (por exemplo, controles acionados pelas duas mãos, dispositivos de travamento, dispositivos sensíveis à pressão, proteções). As normas do tipo C (normas de segurança de máquinas) abordam requisitos de segurança detalhados para uma máquina ou grupo de máquinas específico.
Esta parte da NBR ISO 13849 é uma norma do tipo B1 conforme declarado na NBR ISO 12100. Este documento tem relevância, em particular, para os seguintes grupos da sociedade relacionados à segurança de máquinas: fabricantes de máquinas (pequenas, médias e grandes empresas); organismos de segurança e saúde (órgãos reguladores, de prevenção de acidentes de fiscalização, etc.).
Outros grupos podem ser afetados pelo nível de segurança obtido em máquinas, mediante à aplicação desta norma pelos grupos acima citados anteriormente, entre eles: usuários de máquinas/empregadores (pequenas, médias e grandes empresas); usuários de máquinas/operadores, empregados (órgãos reguladores, de prevenção de acidentes, de vigilância de mercado, etc.); prestadores de serviços, por exemplo, de manutenção (pequenas, médias e grandes empresas); consumidores (no caso, os que adquirem máquinas).
Os grupos mencionados anteriormente tiveram a possibilidade de participar do processo de construção deste documento. Adicionalmente, este documento é destinado a organismos de normalização que elaboram normas tipo C. Os requisitos deste documento podem ser suplementados ou modificados por uma norma tipo C.
Para máquinas cobertas pelo escopo de uma norma tipo C e que foram projetadas ou construídas de acordo com os requisitos desta norma, os requisitos da norma tipo C prevalecem. Quando as disposições de uma norma do tipo C forem diferentes das que são declaradas nas normas do tipo A ou tipo B, as disposições da norma do tipo C prevalecem sobre as disposições das outras normas para máquinas que foram projetadas e construídas de acordo com as disposições da norma do tipo C.
Esta parte destina–se a prover orientação aos envolvidos no projeto e avaliação de sistemas de comando e aos Comitês Técnicos que preparam as normas do tipo B2 ou tipo C que são consideradas em conformidade com os Requisitos Essenciais de Segurança do Anexo I da Diretiva 2006/42/EC, a Diretiva de Máquinas. Este documento não provê orientação específica para conformidade com outras diretivas EC.
Como parte da estratégia total da redução de risco em uma máquina, um projetista muitas vezes optará por atingir alguma medida de redução de risco por meio da aplicação de dispositivos de segurança que empregam uma ou mais funções de segurança. Partes dos sistemas de comando de máquinas que são atribuídas para prover funções de segurança são chamadas de partes de sistemas de comando relacionadas à segurança (SRP/CS) e estas podem consistir em hardware e software e podem ser separadas do sistema de comando da máquina ou uma parte integrante deste.
Além de prover funções de segurança, a SRP/CS pode também prover funções operacionais (por exemplo, controles acionados pelas duas mãos como meio de inicialização do processo). A capacidade das partes de sistemas de comando relacionadas à segurança em realizar uma função de segurança sob condições previsíveis é atribuída em cinco níveis, chamados de níveis de desempenho (PL). Esses níveis de desempenho são definidos em termos da probabilidade de falha perigosa por hora (ver tabela abaixo).
A probabilidade de falha perigosa da função de segurança depende de vários fatores, incluindo a estrutura de hardware e software, a extensão dos mecanismos de detecção de defeitos [cobertura de diagnóstico (DC)], confiabilidade dos componentes [tempo médio até falha perigosa (MTTFD), falha de causa comum (CCF)], processo de projeto, tensão de operação, condições ambientais e procedimentos de operação.
A fim de auxiliar o projetista e facilitar a avaliação do PL atingido, este documento emprega uma metodologia com base na categorização de estruturas de acordo com critérios de projeto específicos e comportamentos especificados sob condições de defeito. Estas categorias são atribuídas em cinco níveis, denominados Categorias B, 1, 2, 3 e 4.
Os níveis de desempenho e as categorias podem ser aplicados às partes de sistemas de comando relacionadas à segurança, como os dispositivos de proteção (por exemplo, dispositivos de controle acionados pelas duas mãos, dispositivos de intertravamento), dispositivos de proteção eletrossensíveis (por exemplo, barreiras fotoelétricas), dispositivos sensíveis à pressão; unidades de controle (por exemplo, uma unidade lógica para funções de controle, processamento de dados, monitoramento, etc.) e os elementos de controle de potência (por exemplo, relés, válvulas, etc.), bem como os sistemas de comando que exercem funções de segurança em todos os tipos de máquinas – das simples (por exemplo, pequenas máquinas de cozinha, ou portas e portões automáticos) até as instalações industriais (por exemplo, máquinas de embalagem, máquinas de impressão, prensas).
A SRP/CS deve ser projetada e construída de modo que os princípios da NBR ISO 12100 sejam plenamente levados em consideração (ver figuras abaixo). Todo uso devido e mau uso razoavelmente previsível devem ser considerados.
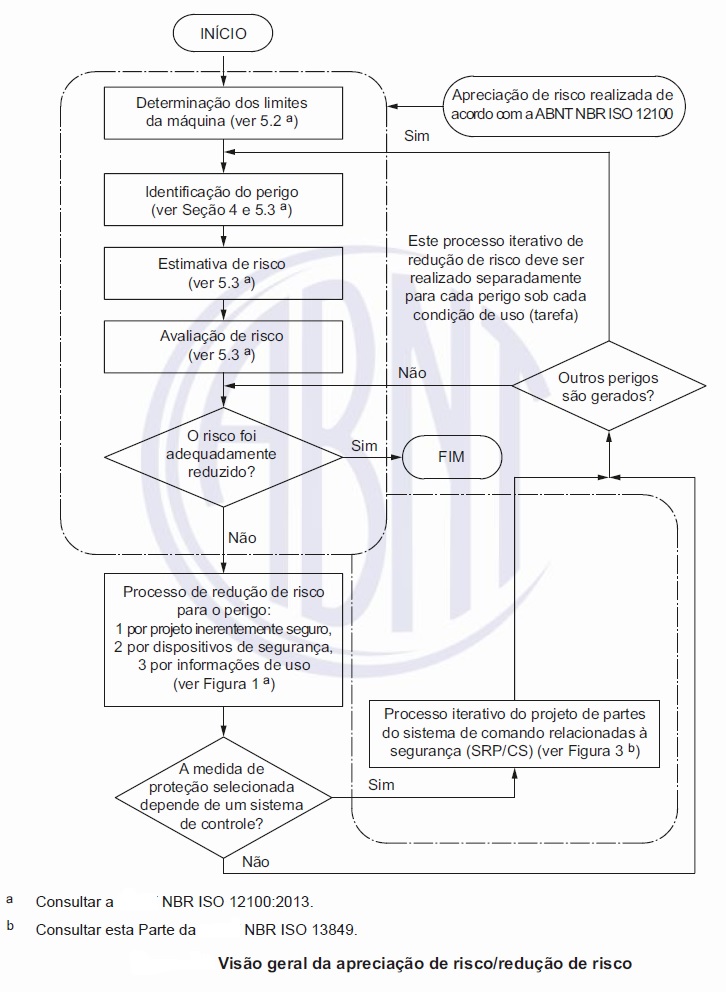
A estratégia para a redução de risco na máquina é provida na NBR ISO 12100:2013, Seção 6.1, e as orientações adicionais são providas na NBR ISO 12100:2013, Seções 6.2 (medidas inerentes ao projeto) e 6.3 (medidas de segurança e proteção complementares). Esta estratégia abrange todo o ciclo de vida da máquina.
O processo de análise do perigo e de redução de risco para uma máquina requer que os perigos sejam eliminados ou reduzidos por meio de uma hierarquia de medidas: eliminação do perigo ou redução de risco por projeto (ver NBR ISO 12100:2013, Seção 6.2); redução de risco por medidas de segurança e de proteção possivelmente complementares (ver NBR ISO 12100:2013, Seção 6.3); redução de risco pela prescrição de informações de uso sobre o risco residual (ver NBR ISO 12100:2013, Seção 6.4). A finalidade de verificar o procedimento total de projeto para a máquina é atingir os objetivos de segurança.
O projeto de uma SRP/CS, de modo a prover a redução de risco requerida, integra o procedimento geral de projeto para uma máquina. A SRP/CS provê função (ões) de segurança com determinado (s) PL que seja (m) capaz (es) de atingir a redução de risco requerida. Ao prover a (s) função (ões) de segurança, tanto uma parte inerentemente segura do projeto como o controle para um dispositivo de segurança ou de proteção, o projeto da SRP/CS é uma parte da estratégia de redução de risco.
Este é um processo iterativo e é ilustrado nas figuras abaixo. Não é necessário aplicar esta estratégia de redução de riscos em partes de sistemas de comando não relacionadas à segurança ou elementos puramente funcionais da máquina (ver ISO/TR 22100-2:2013, Seção 3). Para cada função de segurança, as características (ver Seção 5) e o nível de desempenho (PL) requeridos devem ser especificados e documentados na especificação dos requisitos de segurança.
Nesta parte os níveis de desempenho são definidos em termos da probabilidade de falha perigosa por hora. Cinco níveis de desempenho são estabelecidos, a partir do menor Pla ao mais elevado PLe, em faixas de valores de probabilidade de falha perigosa por hora definidas (ver tabela abaixo). Além da probabilidade média de falha perigosa por hora, que é um aspecto quantificável, aspectos qualitativos também são necessários para satisfazer os requisitos do PL (Nível de desempenho).

A partir da apreciação de risco (ver NBR ISO 12100) da máquina, o projetista deve decidir a contribuição para a redução de risco que precisa ser provida para cada função de segurança relevante que é realizada pela(s) SRP/CS. Esta contribuição não abrange o risco total da máquina sob controle, por exemplo, o risco total de uma prensa mecânica ou máquina de lavar roupa não é considerado, mas sim a parte do risco reduzido pela aplicação de funções de segurança específicas.
Exemplos destas funções são a função de parada iniciada utilizando um dispositivo de proteção eletrossensível em uma prensa ou a função de travamento da porta em uma máquina de lavar. A redução de risco pode ser atingida aplicando-se várias medidas de proteção (tanto para SRP/CS como para não SRP/CS) com a finalidade de atingir-se uma condição segura (ver figura abaixo).


Para cada função de segurança selecionada a ser realizada por uma SRP/CS, um nível de desempenho requerido (PLr) deve ser determinado e documentado (ver Anexo A para orientação na determinação do PLr). A determinação do nível de desempenho requerido (PLr) é o resultado da apreciação de risco e refere-se à quantidade de redução de risco a ser realizada pelas partes do sistema de comando relacionadas à segurança. Quanto maior for a necessidade de redução de risco a ser provida pela SRP/CS, maior é o PLr.
Parte do processo de redução de risco é determinar as funções de segurança da máquina. Isto inclui funções de segurança do sistema de comando, por exemplo, prevenção contra partida inesperada. Uma função de segurança pode ser implementada por uma ou mais SRP/CS, e diversas funções de segurança podem compartilhar uma ou mais SRP/CS [por exemplo, uma unidade lógica, elemento (s) de controle de potência].
Também é possível que uma SRP/CS implemente funções de segurança e funções de controle convencional. O projetista pode utilizar qualquer uma das tecnologias disponíveis, isoladamente ou combinadas. A SRP/CS pode também prover uma função operacional (por exemplo, um AOPD como um meio de iniciação do ciclo).
Para os efeitos desta parte, a capacidade das partes relacionadas à segurança em desempenhar uma função de segurança é expressa por meio da determinação do nível de desempenho PL. Para cada SRP/CS selecionada e/ou para a combinação de SRP/CS que desempenha uma função de segurança, a estimativa do PL deve ser efetuada.
O PL da SRP/CS deve ser determinado pela estimativa dos seguintes aspectos: o valor do MTTFD para componentes individuais (ver Anexos C e D); a DC (ver Anexo E); a CCF (ver Anexo F); a estrutura (ver Seção 6); o comportamento da função de segurança sob condição (ões) de falha (ver Seção 6); software relacionado à segurança (ver 4.6 e Anexo J); falha sistemática (ver Anexo G); a capacidade em desempenhar uma função de segurança sob condições ambientais esperadas. Outros parâmetros, por exemplo, aspectos operacionais, taxa de demanda, taxa de teste, podem ter certa influência.
A NBR ISO 13849-2 de 03/2019 – Segurança de máquinas – Partes de sistemas de comando relacionadas à segurança – Parte 2: Validação especifica os procedimentos e as condições a serem seguidas para a validação por análise e ensaio das funções de segurança especificadas, da categoria atingida, e do nível de desempenho atingido pelas partes de um sistema de comando relacionadas à segurança (SRP/CS) projetadas de acordo com a ISO 13849-1. Os requisitos adicionais para sistemas eletrônicos programáveis, incluindo software incorporado, são providos na ISO 13849-1:2006, 4.6 e IEC 61508. Pode-se destacar que a finalidade do processo de validação é confirmar que o projeto da SRP/CS suporta a especificação de requisitos de segurança na sua totalidade para as máquinas.
A validação deve demonstrar que cada SRP/CS atende aos requisitos da ISO 13849-1, em particular, aos seguintes: as características de segurança especificadas das funções de segurança providas por aquela parte, conforme estabelecido no fundamento do projeto; os requisitos do nível de desempenho especificado (ver ISO 13849-1:2006, 4.5): os requisitos da categoria especificada (ver ISO 13849-1:2006, 6.2), as medidas para controle e prevenção de falhas sistemáticas (ver ISO 13849-1:2006, Anexo G), se aplicável, os requisitos do software (ver ISO 13849-1:2006, 4.6), e a capacidade de desempenhar uma função de segurança sob condições ambientais esperadas.
A validação, também, deve demonstrar que o projeto ergonômico da interface do operador atende aos requisitos, por exemplo, de modo que o operador não tente agir de maneira perigosa, como anular a SRP/CS (ver ISO 13849-1:2006s, 4.8). Convém que a validação seja realizada por pessoas que sejam independentes do projeto da SRP/CS. Pessoa independente” não significa necessariamente que um ensaio de terceiros é requerido.
A validação consiste na aplicação da análise (ver Seção 5) e execução de ensaios funcionais (ver Seção 6) sob condições previsíveis de acordo com o plano de validação. A figura abaixo provê uma visão geral do processo de validação.
O equilíbrio entre a análise e o ensaio depende da tecnologia utilizada para as partes relacionadas à segurança e o nível de desempenho requerido. Para as Categorias 2, 3 e 4 a validação da função de segurança também deve incluir ensaios sob condições de falha.
Convém que a análise seja iniciada o mais cedo possível e em paralelo com o processo do projeto. Os problemas podem ser corrigidos antecipadamente, enquanto eles ainda são relativamente fáceis de corrigir, ou seja, durante as etapas de “projeto e realização técnica da função de segurança” e “avaliar o nível de desempenho PL” [a quarta e a quinta caixas mostradas na ISO 13849-1:2006, Figura 3].
Pode ser necessário que algumas partes da análise sejam adiadas até que o projeto seja bem desenvolvido. Sempre que for necessário devido ao tamanho e à complexidade do sistema ou aos efeitos de integrá-lo com o sistema de controle (da máquina), convém que disposições especiais sejam efetuadas para validação da SRP/CS separadamente antes da integração, incluindo simulação dos sinais de entrada e saída apropriados, e validação dos efeitos de integração das partes relacionadas à segurança no restante do sistema de controle dentro do contexto de sua utilização na máquina.

A “Modificação do projeto” refere-se ao processo de projeto. Se a validação puder não ser concluída com êxito, alterações no projeto são necessárias. Convém que a validação das partes relacionadas à segurança modificadas seja, então, repetida. Convém que este processo seja repetido até que todas as partes relacionadas à segurança das funções de segurança sejam validadas com êxito.
O plano de validação deve identificar e descrever os requisitos para a realização do processo de validação referente às funções de segurança especificadas, suas categorias e níveis de desempenho. O plano de validação também deve identificar os meios a serem empregados para validar as funções de segurança especificadas, categorias e níveis de desempenho.
Ele deve estabelecer, quando apropriado a identificação dos documentos da especificação, as condições operacionais e ambientais durante o ensaio, as análises e ensaios a serem aplicados, a referência às normas de ensaio a serem aplicadas, e as pessoas ou as partes responsáveis por cada etapa no processo de validação. As partes relacionadas à segurança que foram anteriormente validadas para a mesma especificação precisam somente de uma referência à validação anterior.
O processo de validação envolve a consideração do comportamento da SRP/CS para todas as falhas a serem consideradas. A base para a consideração da falha é provida nas tabelas das listas de falhas mostradas nos Anexos A a D, as quais são baseadas na experiência e contêm os componentes/elementos a serem incluídos, por exemplo, condutores/cabos (ver Anexo D), as falhas a serem levadas em consideração, por exemplo, curtos-circuitos entre condutores, as exclusões de falhas permitidas, levando em consideração os aspectos ambientais, operacionais e da aplicação, e uma seção de observações provendo as razões para as exclusões das falhas. Somente falhas permanentes são levadas em consideração nas listas de falhas.
Hayrton Rodrigues do Prado Filho
